










ĪĪĪĪ═Ļ│╔╚╦
ĪĪĪĪäóĪĪėŅĪó░³čÓŲĮĪó³Sė└╔·ĪóŅÖĪĪ│¼Īó┌wĪĪĻ¢Īó═§ĪĪ├¶ĪóīO╣ŌزĪóążĪĪ╬óĪóĻÉ═ó▄ŖĪóų▄ĪĪįĘĪó─¬▒³Ė╔Īó═§└ź∙iĪó┤▐║ĻŲGĪóąņą²ą²Īó╔“ĪĪŲG
ĪĪĪĪ═Ļ│╔å╬╬╗
ĪĪĪĪųą╠ņõōĶF╝»łFėąŽ▐╣½╦ŠĪó▒▒Š®┐Ų╝╝┤¾īW(xu©”)
ĪĪĪĪ▒│Š░┼cęŌ┴x
ĪĪĪĪĪ░ųąć°ųŲįņ2025Ī▒Ž╚▀MųŲįņ╗∙ĄA(ch©│)┴Ń▓┐╝■ė├õō░l(f©Ī)š╣ųž³cŻ║═╗ŲŲŽ╚▀Mčbéõė├Ė▀ąį─▄▌S│ąĪó²X▌åĪó╣żŠ▀õōĪóÅŚ╗╔ĪóŠo╣╠╝■Ą╚ė├õō▓─┴ŽĪóįO(sh©©)ėŗĪóųŲįņ╝░æ¬(y©®ng)ė├įuārŽĄ┴ąĻP(gu©Īn)µI╝╝ąg(sh©┤)Ż¼Ė▀ą¦╣Ø(ji©”)─▄ļŖÖCĪóĖ▀Č╦░l(f©Ī)äėÖCĪóĖ▀╦┘ĶF┬ĘĪóĖ▀Č╦Š½├▄ÖC┤▓ĪóĖ▀ÖnŲ¹▄ćĄ╚Ž╚▀Mčbéõė├ĻP(gu©Īn)µI┴Ń▓┐╝■ė├ĻP(gu©Īn)µI▓─┴Žć°ā╚(n©©i)ūįĮo┬╩2020─Ļ▀_ĄĮ80%Ż¼2025─Ļ┴”ĀÄ╚½├µūįĮoŻ¼ĻP(gu©Īn)µI┴Ń▓┐╝■ē█├³╠ßĖ▀1▒Čęį╔ŽĪŻę“┤╦Ė▀ŲĘ┘|(zh©¼)▌S│ąõōŲŻä┌ē█├³╠ß╔²Īó╔·«a(ch©Żn)┼cįuār╩ŪŽ╚▀Mčbéõė├ĻP(gu©Īn)µI┴Ń▓┐╝■▓─┴ŽūįĮo┬╩╠ß╔²Ą─ć°╝ęųž┤¾╝╝ąg(sh©┤)ąĶŪ¾ĪŻ
ĪĪĪĪĮ³─ĻüĒŻ¼ć°ā╚(n©©i)▌S│ąõōĄ─┘|(zh©¼)┴┐ėą┴╦║▄┤¾╠ß╔²Ż¼▓┐Ęų▌S│ąõō┘|(zh©¼)┴┐▀_ĄĮ┴╦ć°ļHŽ╚▀M╦«ŲĮĪŻĄ½╩Ūš¹¾w┐┤Ż¼╠ßĖ▀▌S│ąõō┘|(zh©¼)┴┐╚į╚╗╩Ū╠ßĖ▀▌S│ą┘|(zh©¼)┴┐Ą─ĻP(gu©Īn)µIŁh(hu©ón)╣Ø(ji©”)ĪŻ─┐Ū░ć°ā╚(n©©i)═Ō▌S│ąõōĄ─╔·«a(ch©Żn)ų„ę¬▓╔ė├õX├ōč§╣ż╦ćĪŻÅ─├ōč§ÖC└Ē║═īŹļHą¦╣¹üĒ┐┤Ż¼▌S│ąõō╔·«a(ch©Żn)ųąį┌ėąą¦╚ź│²õōę║ųą╚▄ĮŌč§[O]Ą─═¼ĢrŻ¼«a(ch©Żn)╔·┴╦ęįŽ┬å¢Ņ}Ż║
ĪĪĪĪ│¼Ą═č§┐žųŲļyČ╚┤¾
ĪĪĪĪõōųąDsŖAļs╬’ļyė┌ėąą¦┐žųŲ
ĪĪĪĪõōę║ųąTiį¬╦žļyė┌┐žųŲ
ĪĪĪĪõōę║┴„äėąį▓Ņ
ĪĪĪĪõōųąAl2O3╝░╝ŌŠ¦╩»ŅÉŖAļs╬’ć└ųžė░Ēæ▌S│ąõōĄ─ŲŻä┌ē█├³
ĪĪĪĪßśī”ęį╔Žå¢Ņ}Ż¼ųą╠ņõōĶF╝»łF╣½╦Š║═▒▒Š®┐Ų╝╝┤¾īW(xu©”)┬ō(li©ón)║Žķ_░l(f©Ī)┴╦Ż║ĘŪõX├ōč§▌S│ąõōĄ─╣ż╦ćŻ¼Ųõų„ę¬┐žųŲ╦╝┬Ę×ķŻ║
ĪĪĪĪ╣ĶÕiŅA(y©┤)├ōč§+öU╔ó├ōč§+šµ┐š╠╝ĮK├ōč§╣ż╦ćŻ¼ė╔ė┌öU╔ó├ōč§┼cšµ┐š╠╝ĮK├ō觊∙▓╗«a(ch©Żn)╔·╬█╚Šõōę║Ą─├ō觫a(ch©Żn)╬’Ż¼ę“┤╦┐╔ęįėąą¦╠ßĖ▀õōę║ØŹā¶Č╚ĪŻ
ĪĪĪĪĘŪõX├ōč§ėąą¦£p╔┘õōę║ųąTiĄ╚ė░Ēæõō▓─ąį─▄į¬╦žĄ─║¼┴┐ĪŻ
ĪĪĪĪā×(y©Łu)╗»Š½¤Æį³ĮM│╔Ż¼£p╔┘õōųąDsŖAļs╬’║¼┴┐ĪŻ
ĪĪĪĪ▓╔ė├ĘŪõX├ōč§╣ż╦ćŻ¼┤¾Ę∙Č╚£p╔┘┴╦Al2O3ŖAļs╬’öĄ(sh©┤)┴┐Ż¼╠ßĖ▀õōę║Ą─┴„äėąįŻ¼ėąą¦£p╔┘┴╦┤¾Ņw┴ŻŖAļsöĄ(sh©┤)┴┐ĪŻ
ĪĪĪĪėąą¦┐žųŲ┴╦õōųąŖAļs╬’│▀┤ń║═ą╬æB(t©żi)Ż¼╠ßĖ▀ŲŻä┌ē█├³ĪŻ
ĪĪĪĪĻP(gu©Īn)µI╝╝ąg(sh©┤)
ĪĪĪĪ1.ęįĘŪõXĮM║Ž├ō觯©╣ĶÕiŅA(y©┤)├ōč§+öU╔ó├ōč§+šµ┐š├ō觯®×ķ╠ž╔½Ą─▌S│ąõōĄ═č§┐žųŲ╝╝ąg(sh©┤)
ĪĪĪĪŻ©1Ż®╣ż╦ć┬ĘŠĆ
ĪĪĪĪųą╠ņĘŪõX├ōč§▌S│ąõō╣ż╦ć┴„│╠Ż¼╚ńłD1╦∙╩ŠĪŻ
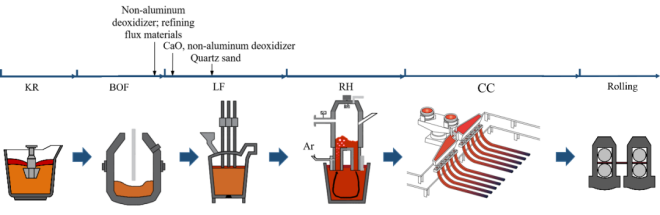
łD1ųą╠ņĘŪõX├ōč§▌S│ąõō╔·«a(ch©Żn)╣ż╦ć┴„│╠
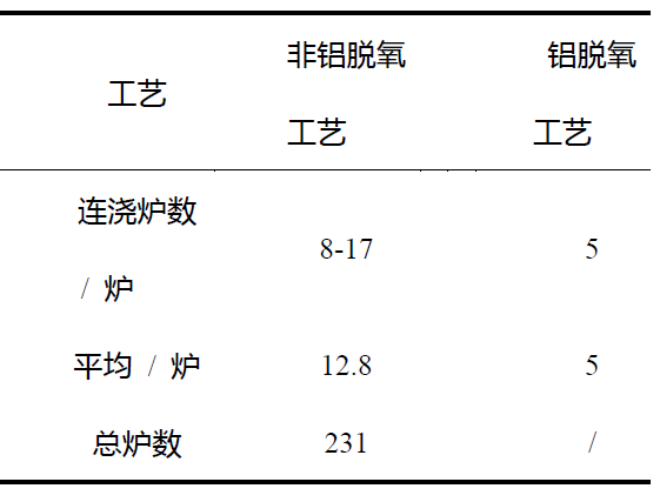
ĪĪĪĪŻ©2Ż®╗∙ė┌╣ĶÕiŅA(y©┤)├ōč§┼cöU╔ó├ō觥─▌S│ąõōŪ░Ų┌┐žč§╝╝ąg(sh©┤)
ĪĪĪĪ╗∙ė┌╣ĶÕiŅA(y©┤)├ōč§┼cöU╔ó├ō觥─▌S│ąõōŪ░Ų┌┐žč§╝╝ąg(sh©┤)Ż¼īŹ¼F(xi©żn)LFŠ½¤Æ│÷šŠĢrŻ¼õōųą╚▄ĮŌč§╝s15-20 ppmŻ¼╚½č§║¼┴┐ĮĄų┴20 ppmū¾ėęŻ╗LFŠ½¤Æ▀^│╠ųąN║¼┴┐▒Ż│ųį┌30 ppmęįŽ┬ĪŻLF▀^│╠ųą╩╣ė├Ą═ēAČ╚į³Š½¤Æį³Ż¼Al2O3║¼┴┐āH×ķ3-5%Ż¼ēAČ╚×ķ0.9-1.5ĪŻ
ĪĪĪĪŻ©3Ż®╗∙ė┌šµ┐š╠╝č§ŲĮ║ŌĄ─▌S│ąõō╔Ņ├ōč§╝╝ąg(sh©┤)
ĪĪĪĪRH▀^│╠ųąĄ─č§ĪóĄ¬║¼┴┐ūā╗»╚ńłD2╦∙╩ŠĪŻĮø(j©®ng)▀^RHŠ½¤Æ╠Ä└Ē║¾Ż¼õōųąĄ─╚½č§║¼┴┐├„’@Ž┬ĮĄŻ¼õōųą╚½č§┐žųŲį┌5-9ppmŻ╗RHŠ½¤Æ▀^│╠ųąN║¼┴┐▒Ż│ųį┌30 ppmęįŽ┬ĪŻ
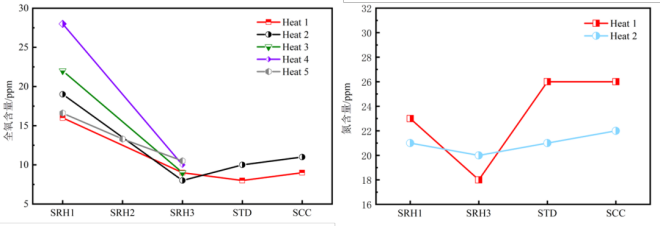
łD2ĘŪõX├ōč§╣ż╦ćRHŠ½¤Æ▀^│╠ųąč§ĪóĄ¬║¼┴┐ūā╗»
ĪĪĪĪ═©▀^¤ß┴”īW(xu©”)ėŗ╦Ń╝░īŹ“×蹊┐Ż¼į┌▓╗═¼šµ┐šČ╚Ž┬Ą─õōę║╠╝č§ŲĮ║Ō╚ńłD3╦∙╩ŠĪŻį┌šµ┐šČ╚67PaĢrŻ¼╠╝│╔×ķ▒╚õXĖ³ÅŖĄ─├ōč§ä®ĪŻšµ┐šĀtā╚(n©©i)▌S│ąõō├ōč§īŹ“×ųąč§ĪóĄ¬║¼┴┐ūā╗»╚ńłD4╦∙╩ŠŻ¼╚½č§║¼┴┐┐╔├ōų┴10 ppmęįŽ┬ĪŻį┌╣żśI(y©©)╔·«a(ch©Żn)ųąŻ¼RH│÷šŠõōųą╚½č§║¼┴┐ęčĘĆ(w©¦n)Č©┐žųŲį┌5-9 ppmĪŻ┤╦═ŌŻ¼×ķ┴╦┐žųŲšµ┐š├ōč§▀^│╠ųąĄ─ćŖ×R¼F(xi©żn)Ž¾Ż¼╗∙ė┌öĄ(sh©┤)─Ż║═╦«─ŻčąŠ┐ĮY(ji©”)╣¹╠ß│÷┴╦▓Į▀M╩Įē║ĮĄ─Ż╩ĮŻ¼ėąą¦ĮĄĄ═ćŖ×RĪŻ
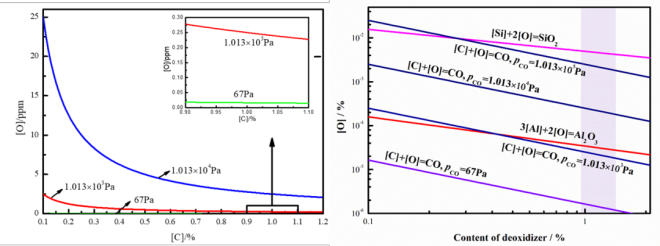
łD3▓╗═¼šµ┐šČ╚Ž┬Ą─õōę║╠╝č§ŲĮ║Ō
łD4šµ┐šĀtā╚(n©©i)▌S│ąõō├ōč§īŹ“×ųąč§ĪóĄ¬║¼┴┐ūā╗»
ĪĪĪĪ2.ĘŪõX├ōč§▌S│ąõōĄ─ŖAļs╬’┐žųŲ╝░┴„äėąįĖ─╔ŲĻP(gu©Īn)µI╝╝ąg(sh©┤)
ĪĪĪĪŻ©1Ż®Ą═ēAČ╚CaO-Al2O3-SiO2-MgO╦─į¬į³ŽĄ┐žųŲ
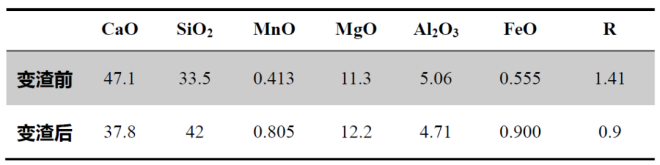
ĪĪĪĪĘŪõX├ōč§╣ż╦ćŠ½¤Æį³│╔ĘųĘųäe╚ń▒Ē1╦∙╩ŠŻ¼LFŠ½¤Æį³ēAČ╚┐žųŲį┌1ū¾ėęŻ¼SiO2║¼┴┐×ķ30%ū¾ėęŻ¼┤╦═ŌAl2O3▀hĄ═ė┌õX├ōč§╣ż╦ćĪŻ
▒Ē1ĘŪõX├ōč§╣ż╦ćįņį³╣ż╦ćŽ┬Š½¤Æį³│╔Ęų / wt%
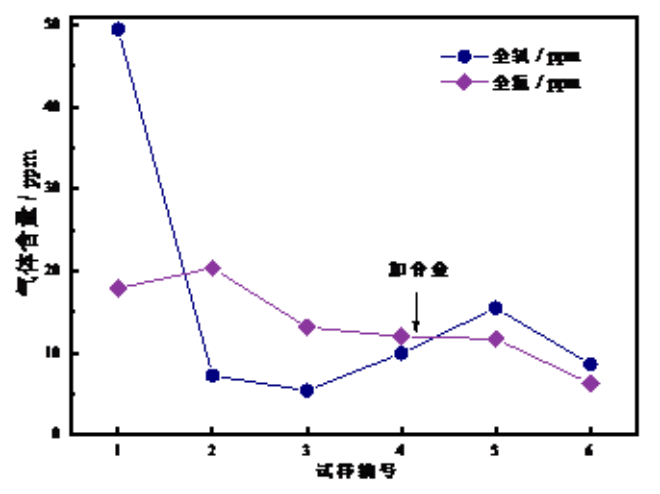
ĪĪĪĪ╚ńłD5╦∙╩ŠŻ¼ĘŪõX├ōč§╣ż╦ćõōųąõX║¼┴┐×ķ1-8 ppmĪóŌü║¼┴┐×ķ3-8 ppmĪó┴“║¼┴┐×ķ44-76 ppmĪŻŻ©2Ż®Ą═ēAČ╚CaO-Al2O3-SiO2-MgO╦─į¬į³ŽĄī”õōę║ĻP(gu©Īn)µI│╔ĘųĄ─┐žųŲĪŻ
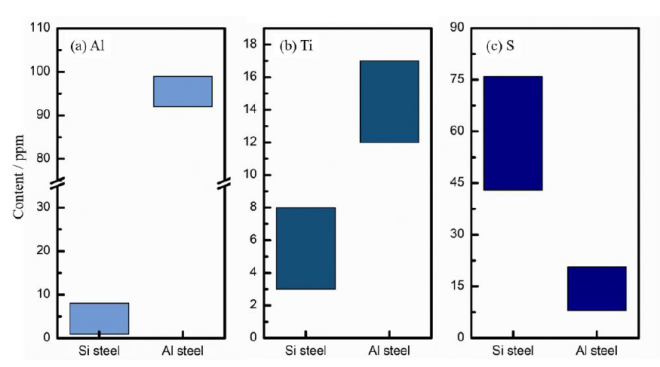
łD5õōųąŻ©aŻ®[Al]Ż¼Ż©bŻ®[Ti]║═Ż©cŻ®[S]║¼┴┐Ą─▒╚▌^
ĪĪĪĪŻ©3Ż®▌S│ąõōŖAļs╬’Ą─¾wŽĄš{(di©żo)š¹
ĪĪĪĪłD6ųą’@╩Š┴╦ā╔ĘN├ōč§╣ż╦ć▌S│ąõōųąĄ─ų„ę¬ŖAļs╬’╠žš„Ż¼ĘŪõX├ōč§▌S│ąõōųąŻ¼õōųąūŅČÓĄ─č§╗»╬’×ķ╣Ķ╦ß¹}Ż¼┤¾▓┐ĘųŖAļs╬’│▀┤ńŠ∙Ęų▓╝į┌ąĪė┌10 ”╠mĄ─ĘČć·ā╚(n©©i)Ż¼╝ŌŠ¦╩»║═Ō}õX╦ß¹}ŖAļs╬’Ą─öĄ(sh©┤)┴┐├▄Č╚Š∙ąĪė┌0.85 éĆ/mm2ĪŻį┌õX├ōč§▌S│ąõōųąŻ¼Ō}õX╦ß¹}Īó╝ŌŠ¦╩»║═╣Ķ╦ß¹}ŅÉŖAļs╬’Ą─öĄ(sh©┤)┴┐├▄Č╚ę└┤╬×ķ1.92 éĆ/mm2Ż¼1.68 éĆ/mm2║═1.14 éĆ/mm2Ż¼│▀┤ń┤¾ė┌15 ”╠mč§╗»╬’öĄ(sh©┤)┴┐├„’@▒╚ĘŪõX├ōč§▌S│ąõōĖ³ČÓĪŻ
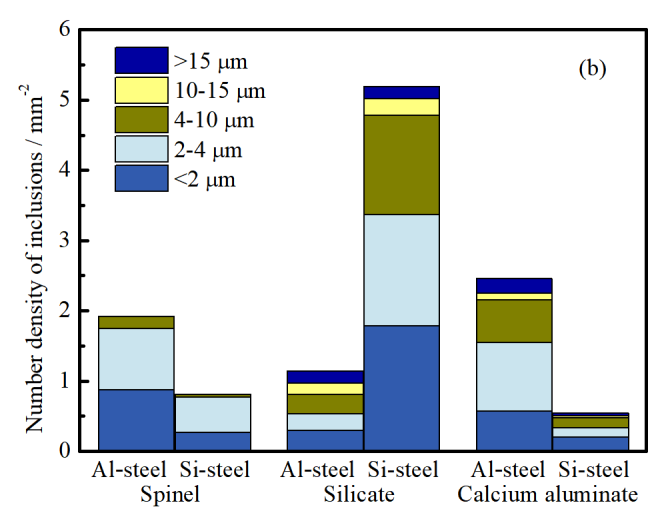
łD6õX├ōč§║═ĘŪõX├ōč§▌S│ąõōųą▓╗═¼ŅÉą═č§╗»╬’│▀┤ńĘų▓╝
ĪĪĪĪŻ©4Ż®ĘŪõX├ōč§▌S│ąõō┴„äėąįĄ─Ė─╔Ų╝░ÖC└Ē蹊┐
ĪĪĪĪĘŪõX├ōč§╣ż╦ćī”õōę║Ø▓ūóąįėą├„’@Ė─╔ŲŻ¼╚ńłD7╦∙╩ŠŻ¼ĘŪõX├ōč§╣ż╦ćųąķg░³▀BØ▓14Āt║¾Ż¼ę║├µŪ·ŠĆŲĮĘĆ(w©¦n)ĪŻ▒Ē2×ķ▓╗═¼╣ż╦ćŽ┬ąĪĘĮ┼„Ż©160 mmĪ┴160 mmŻ®▀BĶTĢrųąķg░³Ą─▀BØ▓ĀtöĄ(sh©┤)ĪŻ
łD7▀BØ▓14Āt║¾╚¹░¶╝░ę║├µŪ·ŠĆ
▒Ē2▓╗═¼╣ż╦ćŽ┬▀BØ▓ĀtöĄ(sh©┤)ī”▒╚
ĪĪĪĪŻ©1Ż®Į©┴ó▌S│ąõō│¼┬ĢŲŻä┌įuārĘĮĘ©╝░ØLäėŲŻä┌“×ūC3.ĘŪõX├ōč§▌S│ąõōŖAļs╬’šT░l(f©Ī)ŲŻä┌öÓ┴čÖC└Ē╝░öÓ┴čąą×ķŅA(y©┤)£yĘĮĘ©
ĪĪĪĪ▒Š╬─ųą▓╔ė├│¼┬ĢŲŻä┌įć“׎ĄĮy(t©»ng)▀Mąą│¼Ė▀ų▄ŲŻä┌įć“ׯ¼įć“×Ņl┬╩▀_ĄĮ20 kHzŻ¼┤¾┤¾┐sČ╠įć“×ĢrķgĪŻ▓╔ė├įōŽĄĮy(t©»ng)═Ļ│╔┴╦┤¾┴┐│¼Ė▀ų▄ŲŻä┌įć“ׯ¼ŲŻä┌ē█├³ĮY(ji©”)╣¹┼cØLäėŲŻä┌īŹ“×ĮY(ji©”)╣¹ŽÓĘ¹ĪŻ
ĪĪĪĪŻ©2Ż®▓╗═¼ŖAļs╬’šT░l(f©Ī)ŲŻä┌öÓ┴čĄ─ąą×ķ╝░ÖC└Ē
ĪĪĪĪĘŪõX├ōč§▌S│ąõōĄ─ŲŻä┌ąį─▄ā×(y©Łu)ė┌ųą╠ņõX├ōč§▌S│ąõōŻ¼ĘŪõX├ōč§▌S│ąõōĄ─öÓ┐┌┴č╝yį┤ė╔ŖAļs╬’šT░l(f©Ī)Ą─▌^╔┘Ż╗õX├ōč§▌S│ąõōĄ─öÓ┐┌┴č╝yį┤Š∙×ķŌ}õX╦ß¹}ĪŻ┤╦═ŌŻ¼ØLäėĮėė|ŲŻä┌įć“ׯ©┬Õ▌S╦∙│÷Š▀Ż®ĮY(ji©”)╣¹Ż║ĘŪõX├ōč§ūŅ║├Ż¼Ųõ┤╬×ķõX├ōč§ĪŻ
ĪĪĪĪŻ©3Ż®╬óė^ĮY(ji©”)śŗ(g©░u)ŲŻä┌ē█├³ŅA(y©┤)£y─Żą═Ą─Į©┴ó
ĪĪĪĪ×ķ┴╦╔Ņ╚ļ蹊┐▓╗═¼ŖAļs╬’ī”ŲŻä┌ē█├³Ą─ė░ĒæŻ¼▒ŠčąŠ┐Å─╬óė^ĮY(ji©”)śŗ(g©░u)│÷░l(f©Ī)Ż¼ęį╬óė^ĮY(ji©”)śŗ(g©░u)Ą─┴”īW(xu©”)Ēææ¬(y©®ng)ąą×ķ×ķ╗∙ĄA(ch©│)Ż¼Į©┴ó╬óė^─Żą═Ż¼═©▀^Įy(t©»ng)ėŗīW(xu©”)įŁ└Ē┼c║Ļė^ąį─▄ĻP(gu©Īn)┬ō(li©ón)Ż¼ą╬│╔ČÓ│▀Č╚Ę■ę█ąį─▄ŅA(y©┤)£y─Żą═Ż¼īŹ¼F(xi©żn)┴č╝yį┤╝░ŲŻä┌ē█├³Ą─┴┐╗»ŅA(y©┤)£yŻ¼▓óīóŽÓ═¼│▀┤ńĄ─Ū“ą═Ō}õX╦ß¹}ŅÉŖAļs╬’║═╣Ķ╦ß¹}ŅÉŖAļs╬’ę²╚ļ─Żą═Ż¼ŅA(y©┤)£yĮY(ji©”)╣¹’@╩Šį┌ŽÓ═¼Ą─ŲŻä┌æ¬(y©®ng)┴”Ž┬Ą─╣Ķ╦ß¹}ę²ŲŲŻä┌┴č╝yį┤├╚╔·╦∙ąĶų▄┤╬Ė³ķLĪŻ
ĪĪĪĪĒŚ─┐╠ž╔½║═ų„ę¬äō(chu©żng)ą┬
ĪĪĪĪĪ░╣ĶÕiŅA(y©┤)├ōč§+öU╔ó├ōč§+šµ┐šĮK├ōč§Ī▒ĘŪõXĮM║Ž├ō觯║═©▀^šµ┐š╠╝ĮK├ōč§īóõōųą╚½č§║¼┴┐┐žųŲį┌5-9ppmĄ─═¼ĢrŻ¼ėąą¦┐žųŲ┴╦õōųąTiĄ╚į¬╦žŻ¼═¼Ģr┐╔ęįėąą¦┐žųŲŖAļs╬’ŅÉą═Ż╗
ĪĪĪĪĘŪõX├ōč§▌S│ąõōĄ─ŖAļs╬’┐žųŲ╝░┴„äėąįĖ─╔Ų╝╝ąg(sh©┤)Ż║▓╔ė├Ą═ēAČ╚CaO-Al2O3-SiO2-MgO╦─į¬į³ŽĄŠ½¤Æį³Ż¼īóŖAļs╬’│╔Ęų┐žųŲė┌Ą═╚█³cģ^(q©▒)Ż¼õōųąDsŖAļs╬’Ą├ĄĮėąą¦┐žųŲŻ¼ĮŌøQ┴╦ąĪĘĮ┼„▌S│ąõō╦«┐┌┐╔Ø▓ąį▓ŅĄ─╝╝ąg(sh©┤)ļyŅ}Ż╗
ĪĪĪĪĘŪõX├ōč§▌S│ąõōŖAļs╬’šT░l(f©Ī)ŲŻä┌öÓ┴čÖC└Ē╝░öÓ┴čąą×ķŅA(y©┤)£yĘĮĘ©Ż║ĮĶų·│¼┬ĢŲŻä┌Ą─£yįćĘĮĘ©┼cØLäėŲŻä┌Öz£yŽÓĮY(ji©”)║ŽŻ¼ī”▌S│ąõōĄ─└Łē║ŲŻä┌ē█├³║═öÓ┴čÖC└Ē▀Mąą┴╦蹊┐Ż¼Į©┴ó▓╗═¼ŖAļs╬’ī”ŲŻä┌ąį─▄ė░ĒæĄ─╬óė^ĮY(ji©”)śŗ(g©░u)┴┐╗»─Żą═Ż¼╗∙ė┌įō─Żą═Ęų╬÷┴╦▌S│ąõōųąų„ę¬ŖAļs╬’ī”ŲŻä┌ąį─▄Ą─ė░ĒæĪŻ
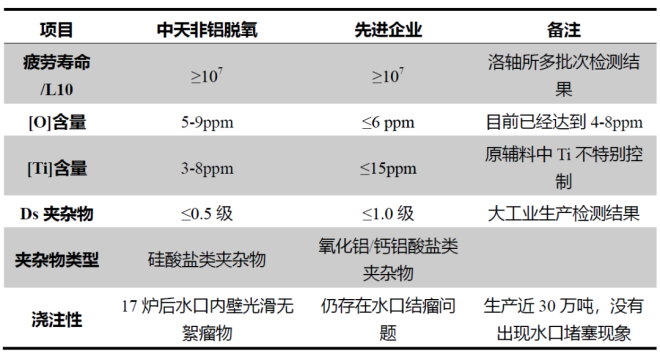
ĪĪĪĪīŹ¼F(xi©żn)┴╦ęįšµ┐šĮK├ōč§×ķ╠ž╔½Ą─Ė▀ŲĘ┘|(zh©¼)õō╔·«a(ch©Żn)Ą─╝╝ąg(sh©┤)╝»│╔┼c╣ż╦ćäō(chu©żng)ą┬Ż║ę╗ĘĮ├µ┐╔ęįĖ∙ō■(j©┤)«a(ch©Żn)ŲĘĄ─ūŅĮKė├═ŠŻ¼┐žųŲõōųąŖAļs╬’Ą─ĘNŅÉŻ╗┴Ēę╗ĘĮ├µ═©▀^Ī░šµ┐šĮK├ōč§Ī▒Ż¼Å─į┤Ņ^╔ŽŽ¹│²┴╦ŖAļs╬’Ą─ų„ę¬üĒį┤-├ō觫a(ch©Żn)╬’Ż¼Å─╣ż╦ć╔ŽĘŪ│Żėą└¹ė┌ØŹā¶õōĄ─╔·«a(ch©Żn)Ż¼×ķĖ▀ŲĘ┘|(zh©¼)õōĄ─╔·«a(ch©Żn)╠ß╣®┴╦ę╗Ślą┬Ą─═ŠÅĮŻ¼į┌▒ŖČÓĖ▀ŲĘ┘|(zh©¼)õō╔·«a(ch©Żn)ųąŠ▀ėą║▄║├Ą─═ŲÅVæ¬(y©®ng)ė├Ū░Š░ŻĪ
ĪĪĪĪų„ę¬╝╝ąg(sh©┤)ųĖś╦(bi©Īo)
ĪĪĪĪ▒ŠĒŚ─┐ų„ę¬╝╝ąg(sh©┤)ųĖś╦(bi©Īo)╚ń▒Ē3╦∙╩ŠĪŻ
▒Ē3ų„ę¬╝╝ąg(sh©┤)ųĖś╦(bi©Īo)
ĪĪĪĪ▓ķą┬ł¾Ėµ┼cų¬ūR«a(ch©Żn)ÖÓ(qu©ón)
ĪĪĪĪĮ╠ė²▓┐┐Ų╝╝░l(f©Ī)š╣ųąą─ßśī”▒ŠĒŚ─┐Ą─╦─éĆ╝╝ąg(sh©┤)äō(chu©żng)ą┬³cĄ─▓ķą┬ł¾ĖµĮY(ji©”)╣¹╚ńŽ┬Ż║į┌ć°ā╚(n©©i)═Ōęč╣½ķ_░l(f©Ī)▒ĒĄ─╬─½I║═īŻ└¹ųąŻ¼│²▒Š▓ķą┬ĒŚ─┐╬»═ąå╬╬╗╣½ķ_Ą─īŻ└¹║═▒Š▓ķą┬ĒŚ─┐ĮMžōž¤(z©”)╚╦╝░│╔åT░l(f©Ī)▒ĒĄ─╬─½I═ŌŻ¼╬┤ęŖėą╗∙ė┌╔Ž╩÷╦─éĆäō(chu©żng)ą┬╝╝ąg(sh©┤)ĪŻäō(chu©żng)ą┬³c╚ńŽ┬Ż║
ĪĪĪĪĪ░╣ĶÕiŅA(y©┤)├ōč§+öU╔ó├ōč§+šµ┐š├ōč§Ī▒ĘŪõXĮM║Ž├ōč§▌S│ąõōĄ═č§┐žųŲ╝╝ąg(sh©┤)
ĪĪĪĪĘŪõX├ōč§▌S│ąõōĄ─ŖAļs╬’┐žųŲ╝░┴„äėąįĖ─╔Ų╝╝ąg(sh©┤)
ĪĪĪĪĘŪõX├ōč§▌S│ąõōŖAļs╬’šT░l(f©Ī)ŲŻä┌öÓ┴čÖC└Ē╝░öÓ┴čąą×ķŅA(y©┤)£yĘĮĘ©
ĪĪĪĪ╝»│╔ęį╔Ž╝╝ąg(sh©┤)Ż¼īŹ¼F(xi©żn)┴╦▌S│ąõōąĪĘĮ┼„▀BĶT-Ė▀╦┘ŠĆ▓─ę╗╗│╔▓─╝╝ąg(sh©┤)╝»│╔Ż¼’@ų°ĮĄĄ═┴╦╣żą“─▄║─║═╔·«a(ch©Żn)│╔▒ŠĪŻ
ĪĪĪĪ▒ŠĒŚ─┐ŽÓĻP(gu©Īn)│╔╣¹░l(f©Ī)▒Ē╬─š┬22Ų¬Ż¼Ųõųąėó╬─13Ų¬Ż¼╚½▓┐╩ŪSCIŻ¼ųą╬─9Ų¬Ż╗╩┌ÖÓ(qu©ón)īŻ└¹13ĒŚŻ¼Ųõųą░l(f©Ī)├„īŻ└¹13ĒŚĪŻ
ĪĪĪĪĮø(j©®ng)Ø·ą¦ęµ
ĪĪĪĪųą╠ņĘŪõX├ōč§▌S│ąõōŻ©GCr15Ż®╣ż╦ćė┌2016─ĻĄūķ_╩╝čą░l(f©Ī)Ż¼▓óė┌2017─Ļš²╩Įæ¬(y©®ng)ė├╔·«a(ch©Żn)Ż¼2017─ĻĪ½2022─Ļ┐éėŗ╔·«a(ch©Żn)õō«a(ch©Żn)┴┐╝s29╚f揯¼ą┬į÷«a(ch©Żn)ųĄ142481.03╚fį¬Ż¼ą┬į÷└¹ČÉ44509.71╚fį¬Ż¼į÷╩šŻ©╣Ø(ji©”)ų¦Ż®┐éŅ~1460.55╚fį¬ĪŻ╔·«a(ch©Żn)Ą─▌S│ąõōŪ“Īó▌S│ą╠ū╚”ĪóØLūėĪó╦«▒├▌SĄ╚ØLäė¾w▌S│ąŻ¼ÅVĘ║æ¬(y©®ng)ė├ė┌ĖŻ╠žĪó╝¬└¹Īó╣■ĖźĪó┤¾═©Īó¢|’L(f©źng)Ą╚ŲĘ┼ŲĪŻ
